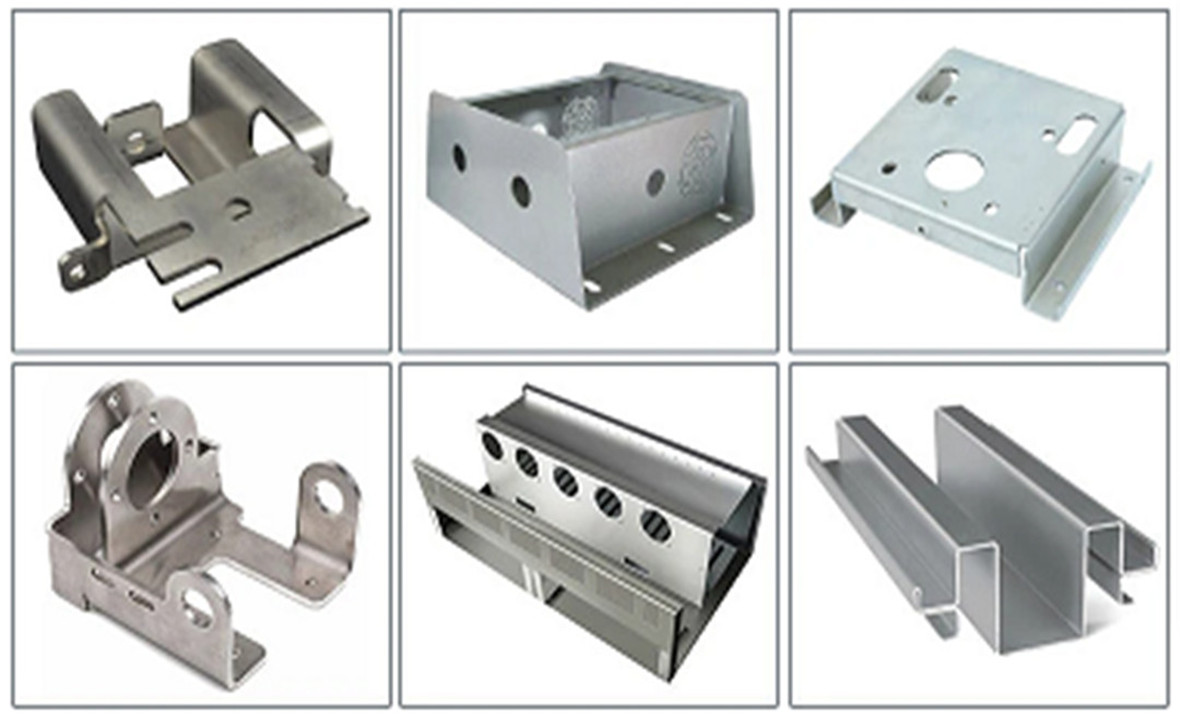
1. материалы, обычно используемые в процессе обработки листового металла.
Холоднокатаная сталь
Холоднокатаный прокат в основном применяется в строительстве, легкой промышленности, бытовой, электромеханической, автомобильной и других отраслях промышленности.Продукт отличается высокой точностью формы и геометрических размеров, стабильной работой одного и того же рулона и хорошим качеством поверхности.
СГКК
Чрезвычайно широкий ассортимент мелкой бытовой техники с хорошим внешним видом.Точки блесток: обычные блестки и минимизированные блестки, их можно отличить по покрытию: например, Z12 означает, что общее количество двустороннего покрытия составляет 120 г/мм2.
SGCC также имеет процесс восстановительного отжига во время горячего цинкования, а твердость немного выше, поэтому характеристики штамповки листового металла не так хороши, как у SECC.Слой цинка у SGCC толще, чем у SGCC, но его легче обрабатывать, когда слой цинка толще.Цинк удаляется, а SECC больше подходит для сложной штамповки деталей.

5052 Алюминиевый сплав
Алюминиевый сплав 5052 обладает одними из лучших сварочных характеристик, отличными отделочными качествами, отличной стойкостью к коррозии в соленой воде, но его нелегко обрабатывать.Этот сплав также не подлежит термической обработке и может быть усилен только с помощью процесса наклепа, при этом наиболее распространенной процедурой является 5052-H32 (для получения дополнительной информации о наклепе посетите нашу статью, посвященную алюминиевому сплаву 5052). Алюминий типа 5052 также считается самым прочным из нетермообрабатываемых сплавов. По этим причинам алюминий 5052 исключительно хорошо работает в качестве листового металла, сочетая в себе отличную формуемость и свариваемость с повышенной прочностью. Это означает, что он не так подвержен коррозии в соленой воде, как другие алюминиевые сплавы, что делает его идеальным выбором для морского применения. Он также часто используется в электронных корпусах, аппаратных знаках, сосудах под давлением и медицинском оборудовании.
Нержавеющая сталь 304

SUS 304 — это нержавеющая сталь общего назначения, которая широко используется для изготовления оборудования и деталей, требующих хорошего сочетания свойств (коррозионная стойкость и формуемость).
Нержавеющая сталь 316
SUS316 используется для производства лезвий, механических деталей, устройств для переработки нефти, болтов, гаек, насосных штанг, столовой посуды класса 1 (столовые приборы и вилки).
2. Обычная обработка поверхности листового металла.
Гальваника:
Технология нанесения на механические изделия методом электролиза прочных металлических покрытий из матричных материалов различных эксплуатационных свойств.Гальванический слой более однороден, чем слой горячего погружения, и обычно тоньше: от нескольких микрон до десятков микрон.Гальванопокрытием на механических изделиях можно получать декоративные защитные и различные функциональные поверхностные слои, а также ремонтировать изношенные и неправильно обработанные детали.Кроме того, существуют различные функции в соответствии с различными потребностями в гальванике.Пример следующий:
1. Меднение: используется в качестве грунтовки для улучшения адгезии и коррозионной стойкости гальванического слоя.
2. Никелирование: используется в качестве грунтовки или внешнего вида для улучшения коррозионной стойкости и износостойкости (среди них химический никель более износостойкий, чем хромирование в современных технологиях).
3. Позолота: Улучшите сопротивление проводящего контакта и улучшите передачу сигнала.
4. Палладиево-никелевое покрытие: повышает сопротивление проводящего контакта, улучшает передачу сигнала и имеет более высокую износостойкость, чем золото.
5. Оловянное и свинцовое покрытие: улучшает свариваемость и вскоре будет заменено другими заменителями (поскольку большая часть свинца теперь покрыта ярким оловом и матовым оловом).

Порошковое покрытие/с покрытием:
1. Более толстое покрытие можно получить одним покрытием.Например, покрытие толщиной 100–300 мкм необходимо нанести от 4 до 6 раз с использованием обычного растворителя, в то время как эта толщина может быть достигнута с помощью порошкового покрытия за один раз..Коррозионная стойкость покрытия очень хорошая.(Рекомендуем обратить внимание на паблик-аккаунт «Инженер-механик», и как можно скорее освоить знания о галантерее и отраслевой информации)
2. Порошковое покрытие не содержит растворителей и не загрязняет окружающую среду тремя отходами, что улучшает условия труда и гигиены.
3. Применяется новая технология, такая как электростатическое распыление порошка, которая имеет высокую эффективность и подходит для автоматической окраски сборочной линии;коэффициент использования порошка высок и может быть переработан.

4. Помимо термореактивной эпоксидной смолы, полиэстера, акрила, в качестве порошковых покрытий можно использовать большое количество термопластичных жиростойких покрытий, таких как полиэтилен, полипропилен, полистирол, фторированный полиэфир, нейлон, поликарбонат и различные фторсодержащие смолы и т. д.
Электрофорез
Электрофоретическая лакокрасочная пленка имеет преимущества полного, равномерного, плоского и гладкого покрытия.Твердость, адгезия, коррозионная стойкость, ударопрочность и проникающая способность пленки электрофоретической краски явно лучше, чем у других процессов нанесения покрытий.
(1) Использование водорастворимой краски и воды в качестве растворяющей среды экономит много органических растворителей, значительно снижает загрязнение воздуха и вред для окружающей среды, является безопасным и гигиеничным, а также позволяет избежать скрытой опасности возгорания;
(2) Эффективность покрытия высокая, потери покрытия невелики, а коэффициент использования покрытия может достигать 90–95%;
(3) Толщина пленки покрытия одинакова, адгезия сильная, качество покрытия хорошее.На всех частях заготовки, таких как внутренние слои, углубления, сварные швы и т. д., можно получить равномерную и гладкую лакокрасочную пленку, что решает проблему других методов покрытия заготовок сложной формы.проблемы с покрытием;

(4) Высокая эффективность производства, автоматическое непрерывное производство может быть реализовано в строительстве, что значительно повышает эффективность труда;
(5) Оборудование сложное, инвестиционные затраты высоки, энергопотребление велико, температура, необходимая для сушки и отверждения, высока, управление красками и покрытиями сложное, условия строительства строгие, требуется очистка сточных вод. ;
(6) Можно использовать только водорастворимую краску, цвет не может быть изменен в процессе нанесения покрытия, а стабильность краски после длительного хранения трудно контролировать.(7) Оборудование для электрофоретического покрытия является сложным, а содержание технологий высоким, что подходит для производства фиксированного цвета.
Время публикации: 7 июня 2022 г.






